Sta diventando un tema attuale quello di vedere delle situazioni dove, da parte di diversi operatori tlc, c’è una tendenza ad utilizzare anche sulla parte terrestre (spesso in prosecuzione del cavo sottomarino) la fibra ottica di tipo G.654, scelta che ha giustificate motivazioni per le dorsali di trasporto ad alta velocità, terreno naturale di collegamenti a lunga distanza e segnali ottici ad elevata potenza.
Per fare ulteriore chiarezza precisiamo che la fibra ottica G.654 nasce a fine anni ’80 come soluzione ideale per le tratte sottomarine, tipicamente di lunga distanza, poiché consente di ridurre il numero degli amplificatori e dei rigeneratori grazie alle sue caratteristiche intrinseche di bassa attenuazione e maggiore valori di OSNR rispetto ad altre fibre ottiche allora presenti sul mercato. La prima pubblicazione dello standard G.654 risale al 1988 (rev. 1.0) e l’ultima revisione è del 2020 (rev. 11.0). Per chi volesse approfondire nel dettaglio lo standard, riportiamo di seguito il link da cui scaricare, in formato PDF, il documento ufficiale ITU (non serve alcun account o login):
La fibra G.654 è definita anche “ultra-low-loss” ovvero a bassissima perdita ed anche “large-effective-area” dove l’area è quella del campo modale che può arrivare, a seconda le versioni, anche a 150 micron quadrati (corrispondenti a circa 13 micron in diametro) rispetto a valori molto più bassi delle altre fibre SM (tipicamente 65 micron quadrati corrispondenti a circa 9 micron del diametro di campo modale). La presenza di una area molto vasta del campo modale consente di immettere nella fibra potenze più elevate senza il rischio che si inneschino fenomeni non lineari o peggioramenti dell’OSNR, questi sono effetti deleteri per le modulazioni coerenti a più livelli di fase e ampiezza utilizzate per le trasmissioni da 100 Gbps e superiori.
Quindi la fibra G.654 si adatta meglio alle più recenti modulazioni coerenti rispetto alle modulazioni NRZ/OOK (non-return-to-zero/On-Off Keying) che su questa fibra sarebbero in grossa difficoltà per gli elevati valori di dispersione cromatica, (pedaggio da pagare in contrapposizione agli interessanti aspetti positivi prima descritti) e la cui compensazione renderebbe quindi inutili i vantaggi in termini di bassa attenuazione sui segnali trasmessi.
Il valore della dispersione cromatica della G.654 è superiore anche alle fibre G.652 in banda C (1530-1565 nm) che si colloca tra 17 e 23 ps/nm/km.

Fig. 1 – Differenza tra i tipi di modulazione del segnale ottico
In riferimento alla Fig.1, il diagramma a occhio on-off keying (OOK, a sinistra) modula un bit per simbolo utilizzando il rilevamento diretto, detto molto semplicemente si tratta di modulazione on/off della luce inviata sulla fibra ottica. La modulazione QPSK (Quadrature Phase Shift Keying, al centro) supporta due bit per simbolo, mentre la modulazione di ampiezza in quadratura di ordine superiore (16QAM, a destra) supporta quattro bit per simbolo, richiedendo un ricevitore di tipo coerente. In questa modulazione con 4 bit per simbolo aumenta la capacità trasmissiva che consente, a parità di spettro ottico emesso in linea, di avere maggiore velocità di trasferimento dell’informazione, ovvero il valore di bit/sec molto più alto.

Fig. 2 – Larghezza spettrale delle modulazioni riferita alla griglia ITU
A causa dell’elevata frequenza di clock a 40 e 100 Gbps, la larghezza di banda occupata dall’OOK diventa maggiore della larghezza di un canale ITU a 50 GHz. Come si può vedere nella figura 2, i canali allargati spettralmente iniziano a sovrapporsi con i canali vicini. I segnali che transitano su questi canali sono modellati dai filtri a lunghezza d’onda con conseguente interferenza e degradazione dell’informazione modulata. Per questo motivo, l’abbandono del metodo OOK per migrare verso schemi di modulazione più complessi, come la codifica di fase differenziale in quadratura (DQPSK), è una scelta necessaria per ottenere elevate velocità di trasmissione. La modulazione complessa produce un ulteriore beneficio: riduce la larghezza di banda richiesta, e consente la trasmissione a velocità più elevate rimanendo entro i limiti imposti dalle griglie di canale a 50 GHz degli standard ITU-T.

Fig. 3 - Diagramma delle costellazioni delle modulazioni QPSK, 8-PSK, 16-QAM, 32-QAM, and 64-QAM (da sinistra a destra)
Dopo questa breve, ma indispensabile, introduzione ai differenti tipi di modulazione, possiamo proseguire nell’osservare altri aspetti sulla tendenza all’utilizzo della fibra G.654. In primo luogo è bene precisare che, essendo pensata per l’impiego nei cavi sottomarini, le revisioni di questa fibra caratterizzate dalle lettere A, B, C, D non hanno particolari attenzioni alle gamme di temperatura di funzionamento, tenendo conto che sui fondali marittimi è relativamente costante e considerando alle profondità medie di posa una temperatura tra +1°C e +3°C.
La progettazione e la costruzione di questo tipo di fibra, quindi, non ha mai dovuto prendere in considerazione le variazioni di temperatura, talvolta molto elevate, delle pose in ambiente terrestre. Solo con la revisione G.654E si è pensato a una soluzione che potesse permettere di lavorare, senza variazioni di comportamento, con temperature da -65°C a +85°C, rendendola così particolarmente adatta all’utilizzo su dorsali terrestri. Inoltre questa versione della G.654 è stata maggiormente curata dal punto di vista della resistenza meccanica, questione che nei cavi sottomarini è relativamente importante mentre nelle pose terrestri gli eventuali traumi meccanici che può subire il cavo ottico sono molto più frequenti e di maggiore severità.
Chiediamoci allora se, con l’utilizzo della fibra G.654 si risolvono molti problemi delle reti di trasporto a lunga distanza e alta velocità/capacità?
Si, però, e purtroppo abbiamo un “però”, si presentano alcune difficoltà nella giunzione di queste fibre rispetto alle fibre ottiche SM “terrestri tradizionali”.
Nei laboratori TECON, negli ultimi mesi, sono arrivate molte segnalazioni di giuntisti in difficoltà nell’eseguire le giunzioni tra fibre G.654 di versioni diverse o anche giunzioni di fibre G.654 con fibre SM di altro tipo, ad esempio è frequente la segnalazione di problemi con giunzioni tra G.654 e G.657A1. Il personale del laboratorio TECON si è attivato per valutare attentamente i problemi segnalati e sono emerse situazioni molto eterogenee tra loro che cercheremo di riassumere nel modo più chiaro possibile. Inoltre, per verificare con maggiori dettagli la questione, sono state eseguite in laboratorio giunzioni tra fibre G.654 ed altri tipi di fibre SM, i cui risultati vogliamo portare alla vostra conoscenza.
Come per tutte le altre giunzioni di fibra ottica, si devono tenere in considerazione e rispettare una serie di condizioni affinché la giunzione presenti un buon risultato. A maggior ragione, quando si tratta di fibre con notevoli differenze tra loro, per le giuntatrici, lavorando in condizioni marginali o estreme, ogni piccola perturbazione esterna può condizionare in modo sensibile la buona riuscita della giunzione.
Prima di procedere oltre nella descrizione delle sperimentazioni di laboratorio, elenchiamo alcuni punti fondamentali che devono essere sempre rispettati quando si giuntano fibre ottiche:
-
Utilizzare giuntatrici con allineamento sul CORE
-
Giuntatrice in perfette condizioni di pulizia (v-groove, obiettivi microcamere, fiber clamp, ecc.)
-
Elettrodi in buono stato e con arco calibrato
-
Usare solo programmi in modalità “AUTO”, assolutamente da evitare i programmi “FAST” o quelli dedicati ad una fibra ottica specifica
-
Cura estrema del taglio, mai superiore a 1,5°
-
Pulizia accurata delle fibre da giuntare
Abbiamo riportato alcune indicazioni che, probabilmente, molti di voi riterranno giustamente scontate, ma ci vediamo costretti a ripetere spesso queste indicazioni poiché le statistiche del laboratorio TECON ci indicano che circa il 70% delle giuntatrici che rientrano per riparazioni o calibrazioni periodiche sono in condizioni di sporcizia non accettabile con gli standard necessari all’ottenimento di una giunzione corretta.
Quindi possiamo dire che il problema della giunzione G.654 è un falso problema e basta avere maggiore cura?
Dai test effettuati è risultato che in gran parte è proprio così e che solo marginalmente i problemi sono dovuti alle differenze tra le fibre che sono in giunzione.
Ancora una volta siamo partiti da argomenti complessi ed interessanti e la conclusione ci conduce alla domanda: è lo sporco il maggior responsabile dei problemi sulle parti critiche delle giuntatrici?
Purtroppo dobbiamo dire che una buona parte è proprio imputabile a questa “banalità “. Restano però alcuni problemi che si presentano anche con giuntatrici e taglierine perfette verificate in laboratorio, ambiente sicuramente molto più pulito rispetto alle realizzazioni di giunzioni in strada.
Non abbiamo sufficienti dati per poter affermare con certezza che alcuni problemi possano anche essere direttamente imputabili alla fibra stessa, considerando che la produzione di fibra G.654 non ha ancora raggiunto i numeri e la stabilità tecnologica degli altri tipi di fibre come, ad esempio, la G.652 ormai in produzione in enormi quantità e da molti anni e che ha reso i produttori molto esperti nel valutare ogni possibile problema di produzione che possa portare a difettosità nel vetro che a sua volta può portare a difficoltà maggiori di giunzione tra una fibra e l’altra.
Nel caso della G.654, come nostra sensazione non avendo dati certi, è probabile che ci sia ancora qualche “difetto di gioventù”, in modo particolare sulla G.654E. Non a caso ci sono arrivate segnalazioni di difficoltà incontrate dai giuntisti con una marca di cavi ottici piuttosto che un’altra.
Al momento, quindi, possiamo relegare questa segnalazione nel campo delle ipotesi da verificare.
In pratica, alla fine, come si quantificano questi problemi di giunzione?
L’aspetto più evidente che si può misurare strumentalmente con facilità e l’attenuazione più o meno marcata nel punto di giunzione tra fibra G.654 e fibra di altro tipo.
Normalmente una buona giunzione tra fibre ottiche omogenee presenta attenuazioni quasi sempre intorno a 0,00 dB tale che sul diagramma di potenza retrodiffusa tramite OTDR, i giunti non risultano visibili, risultato che è coerente con lo scopo della giunzione a fusione: rendere invisibile il punto di giunzione tra due fibre.
Organizzare una campagna di misure approfondita non è semplice e richiede anche molto tempo per recuperare vari campioni da diversi produttori, organizzare tutte le possibili combinazioni di giunzione e così via. Questo tema è già oggi e sicuramente lo sarà ancora di più nel divenire, al crescere della percentuale di utilizzo delle fibre G.654, sempre più interessante, il che porterà ad organizzare ulteriori test di cui daremo riscontro.
Questo primo test è stato eseguito con fibra G.654 di un solo produttore e fibre G.652, G.655, G.657A1 prese a caso senza conoscerne i produttori. Le tabelle finali le mostriamo solo per la giunzione tra G.654E e G.657A1 poiché abbiamo visto che i risultati, rispetto agli altri tipi di fibra, sono minimi e comunque non sarebbe così significativo appesantire questo articolo con numerose tabelle e numeri; inoltre quando si decide di giuntare una fibra G.654 per raccordare la terminazione all’interno dei POP la grande maggioranza di quelle presenti per i raccordi interni sono fibre G.657A1.
Nel caso di giunzione tra fibra G.654E (quella che abbiamo usato noi in laboratorio) e fibre di altro tipo le attenuazioni risultanti con giunti eseguiti più volte in condizioni ideali e con diverse giuntatrici, diverse taglierine ed anche differenti giuntisti, oscillano tra 0,2 e 0,35 dB su una media bidirezionale. Un’attenuazione sicuramente visibile ma nulla di particolarmente drammatico, differente invece il risultato se osserviamo le attenuazioni dei giunti in monodirezionale (vedere tabella in Fig. 4).

Fig. 4 – Traccia bidirezionale di giunzioni tra fibra G.654E e fibra G.657A1
La tratta sperimentale utilizzata in laboratorio è costituita in questo modo:
-
Fibra G.657A1 metri 15 circa
-
Fibra G.654E metri 20 circa
-
Fibra G.654E metri 4071 circa
-
Fibra G.657A1 metri 15 circa
Le prove sono state eseguite con diverse giuntatrici Fujikura e precisamente:
-
FSM70S+ con taglierina CT50, questa giuntatrice è fuori produzione ma considerato il vastissimo parco ancora circolante e funzionante in Italia riteniamo doveroso utilizzarla
-
FSM90S+ con taglierina CT50, attualmente il modello di punta di Fujikura
-
FSM68S con taglierina CT08, praticamente uguale alle 90S fatto salvo alcune opzioni che non incidono sulla qualità di giunzione
-
FSM41S con taglierina CT08, un modello di fascia inferiore teoricamente non consigliabile per le tratte lunga distanza ma ha dato risultati molto vicini alle “sorelle maggiori”, la traccia OTDR di Fig. 4 è riferita alle giunzioni eseguite con questa giuntatrice.
La giuntatrice 41S ha dato risultati leggermente inferiori tra il gruppo, ma in ogni caso molto vicini alle altre tre che sono classificabili pari merito, praticamente impossibile trovare differenze se non a livello di centesimi di dB, valori che potrebbero essere sotto le soglie di incertezza strumentale.
Per le misure abbiamo usato uno strumento che è diffusissimo tra le squadre giuntisti in tutta Italia, per rendere verosimile la simulazione di un lavoro normale e non la ricerca esasperata in laboratorio.
Abbiamo utilizzato un OTDR VIAVI modello MTS4000 prima serie con modulo ottico FMA365, le misure sono state eseguite solo a 1550 nm che è la lunghezza d’onda più interessante per le applicazioni lunga distanza, d’altronde una misura con lambda a 1310 nm con fibra G.654E ha poco senso avendo questa fibra una lunghezza d’onda di Cut-off molto elevata (circa 1530 nm).
Se osserviamo la tabella eventi di Fig. 4 è impressionante l’attenuazione sul giunto, in tutte le prove eseguite abbiamo notato valori tra 1,3 e 1,6 dB circa in monodirezionale che fanno gridare al disastro chiunque, ma se poi si valutano i valori in direzione opposta si vede che si presenta una notevole compensazione data da un guadagno apparente altrettanto alto rispetto ai giunti tra fibre omogenee.
Il risultato mediato, ovvero la semisomma algebrica dei valori nelle due direzioni, ci porta ad un valore medio di attenuazione sul giunto che oscilla tra 0,2 e 0,3 dB. Sicuramente enorme rispetto a quanto siamo abituati a vedere nei giunti tra fibre omogenee ma ragionevoli, anche perché se osserviamo molti capitolati di operatori primari troveremo valori ammessi di giunzione tra fibre non omogenee piuttosto elevati, di seguito riportiamo una tabella presa da una capitolato tecnico di TIM.
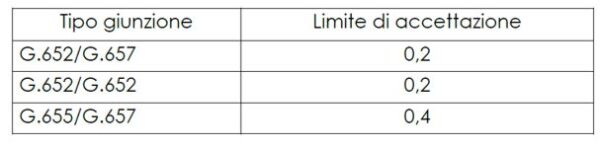
Fig.5 – Tabella limiti di accettazione delle attenuazioni di giunzioni tra fibre diverse (TIM, collaudo impianti in fibra ottica FTTH soluzione punto-punto del 19/05/2020 ultimo aggiornamento)
Come si può notare abbiamo valori del tutto paragonabili a quelli risultanti dalle esperienze di laboratorio con giunzione G.654E/G.657A1 e quindi possiamo arrivare a queste principali conclusioni per quanto riguarda l’argomento:
-
Qualsiasi tipo di fibra si deve giuntare valgono le stesse vecchie regole che il giuntista deve sempre osservare: pulizia della fibra, pulizia della giuntatrice e taglierina, tagli con angoli il più contenuti possibili, utilizzo di programma di giunzione adeguato
-
Le attenuazioni risultanti tra fibre non omogenee non possono mai essere pari a zero poiché le differenze di campo modale incidono in modo sensibile.
Resta aperto però un interrogativo riguardo le elevate attenuazioni e guadagni apparenti in misura unidirezionale. Da parte dei produttori di apparati trasmissivi per trasporto ottico lunga distanza, ci sono sempre raccomandazioni che questo sia evitato e particolarmente in presenza di elevate potenze ottiche e pompe Raman è sempre richiesto che nei primi 20/30 km dagli apparati non ci siano elevate variazioni misurate anche in unidirezionale, questo rende particolarmente critico quindi la realizzazione dei raccordi in fibra mista nei POP.
Dobbiamo confessare che in questa prima ricerca non abbiamo potuto approfondire bene la questione e quindi se tra i lettori ci sono esperti di apparati attivi che possono dare il contributo su questo tema, il laboratorio TECON sarà lieto di sviluppare futuri articoli tecnici.
Per scaricare il pdf di questo articolo tecnico clicca qui !
TECON S.p.A.
Per maggiori informazioni contattare Tecon S.p.a:
Tel.: +39 0392304482
Email: info@tecontlc.it


